

 當前位置:
當前位置: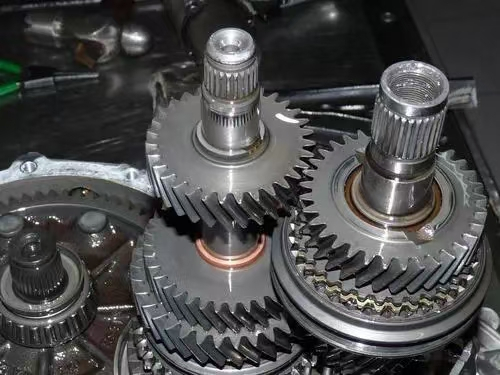
齒輪軸定制工藝難點:齒形精度控制
造型誤差:制造外嚙合直齒和斜齒圓柱開線齒輪時,若用軸向截形為直線的齒輪滾刀代替漸開線滾刀切齒,齒輪齒形不會是漸開線形,導致齒形不準確。同時,實際加工中無法得到完全沒有誤差的漸開線齒形,這制約著傳動穩定性能。
齒形不對稱:滾刀安裝不對中會影響滾刀徑向、軸向跳動,進而影響切齒精度。一般安裝滾刀前需校正刀軸,控制兩端徑向圓跳動小于0.005mm,臺階與螺母端面對軸線的垂直度應小于0.01mm,墊圈應淬硬磨平。滾刀裝到刀軸上需校正兩邊凸臺的徑向圓跳動,使其“同步”。此外,滾刀刃磨后,螺旋角或導程誤差大,也會造成齒形不對稱。
剃齒加工中凹:在實際制作過程中,人們通常利用準確的漸開線齒形的剃齒刀來進行加工,因此通常會得到齒高節點位置下陷的齒形,即中凹,下陷在0.1到0.3厘米之間,中凹部分占據整個齒面的二分之一。如果齒輪齒數很少,這樣的現象將給質量帶來很大的影響,導致穩定性能低、加工時產生較大噪音。